一、核心加工參數
加工直徑范圍:φ75~φ2200mm
配套專業車床可完成外徑75毫米~2200毫米的各類圓柱形工件外圓車削加工,適配大中小型液壓油缸缸筒、缸體及各類配套圓形工件的外圓加工需求,覆蓋常規規格與超大口徑工件加工場景,加工適配性強、適用范圍廣。
二、工藝定義與加工內容
外圓車削是液壓油缸半成品缸筒、缸體加工的核心基礎工序,依托高精度車床設備,通過刀具切削作業,對工件外圓表面進行規范化加工,整體分為粗加工與半精加工兩個階段,屬于油缸加工流程中的前期關鍵工序,為后續深孔鏜、內孔珩磨等精加工工序奠定尺寸和精度基礎。
1. 外圓粗加工
粗加工階段主要針對原材料(無縫鋼管、鍛件、圓鋼等)進行初步切削,快速去除工件外圓多余余量,修正工件整體外形偏差,將工件加工至接近圖紙標注的成品外徑尺寸,同時消除原材料自身的應力與變形,初步規整工件外形,保障后續工序有穩定的加工基礎,兼顧加工效率與基礎成型效果。
2. 外圓半精加工
半精加工是粗加工后的進階工序,進一步細化切削外圓表面,提升工件外徑的尺寸精度、圓度與同軸度,優化外圓表面光潔度,縮小與成品尺寸的公差范圍,同時修正粗加工階段殘留的微量偏差,避免后續內孔加工、裝配環節出現尺寸不匹配、同軸度超標等問題,保障缸筒、缸體整體加工質量。
三、工藝適用場景與核心作用
本工藝主要應用于液壓油缸缸筒、缸體半成品加工領域,針對各類規格油缸缸筒、配套法蘭、端蓋等圓形工件開展外圓加工,是油缸整體加工流程中不可或缺的前置工序。核心作用是規范工件外圓尺寸、優化表面基礎質量,平衡加工效率與精度,既能滿足后續深孔鏜削、內孔珩磨的工藝銜接要求,也能保障成品油缸裝配后的密封性、穩定性與使用壽命,適配各類工程液壓油缸的半成品加工需求。

 服務熱線:
服務熱線:
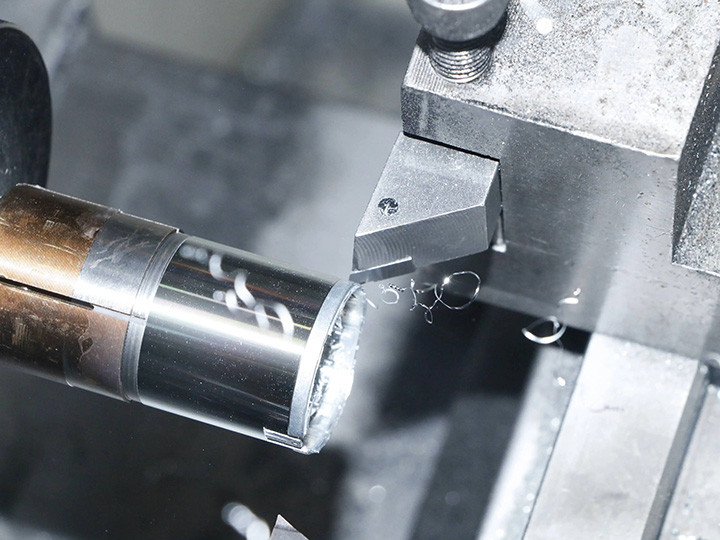


 外圓車削(粗加工、半精加工)
外圓車削(粗加工、半精加工) 蘇公網安備32021102003037號
蘇公網安備32021102003037號