車外圓 + 內孔鏜削加工
液壓缸筒是液壓系統的承壓部件,整體采用無縫鋼管為毛坯原料,通過車外圓與內孔鏜削兩道切削工序,完成外形尺寸精加工與內孔精度成型,兼顧部件外形規整、裝配適配性與內孔密封、承壓、耐磨性能,是油缸筒機械加工的關鍵工序。
一、車外圓加工說明
車外圓屬于外輪廓精加工工序,在普通車床或數控車床上完成,主要針對油缸筒外壁進行切削加工。先裝夾固定毛坯,通過車刀徑向進給、工件軸向旋轉,逐步切削去除外壁余量,精準控制油缸筒的外徑尺寸、圓柱度與同軸度,同時修整外圓表面粗糙度。
加工目的:保證油缸筒外壁尺寸符合裝配標準,適配缸筒法蘭、端蓋、安裝支座等配件的組裝需求,同時優化外圓表面光潔度,避免后續裝配劃傷、配合間隙過大等問題。
二、內孔鏜削加工說明
內孔鏜削是油缸筒精度加工工序,采用鏜床或數控車床搭配鏜刀完成,屬于內孔精加工工藝。針對毛坯預留的內孔余量,通過鏜刀軸向進給、徑向微調,逐步切削成型內孔,嚴格把控內孔直徑、圓度、圓柱度、內壁粗糙度以及內孔與外圓的同軸度。
加工要求:內孔需達到高光潔度與高精度,確保活塞與缸筒內壁配合順暢、密封件貼合緊密,杜絕液壓油泄漏,同時保證缸筒承壓均勻,滿足液壓系統往復運動與高壓工作需求,避免內壁拉傷、磨損。
三、整體工藝要點
- 加工順序:常規先粗車外圓、粗鏜內孔,預留精加工余量,再半精、精車外圓,最后精鏜內孔,保障內外圓同軸度,減少加工變形。
- 精度控制:重點把控內外圓尺寸公差、同軸度、圓柱度,內孔表面粗糙度需達到液壓油缸密封適配標準。
- 裝夾防護:加工過程中合理裝夾,避免缸筒薄壁變形,保證加工后部件形狀規整、尺寸穩定。

 服務熱線:
服務熱線: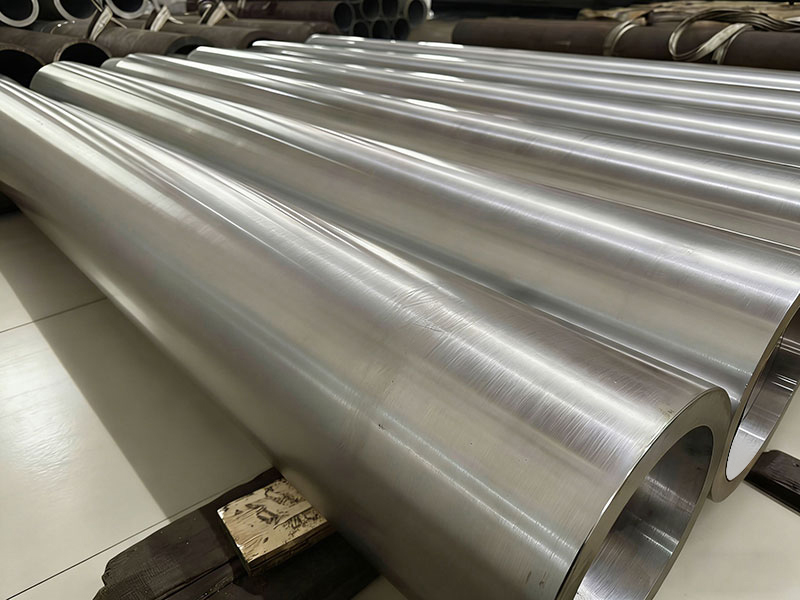







 外圓車削(粗加工、半精加工)
外圓車削(粗加工、半精加工) 蘇公網安備32021102003037號
蘇公網安備32021102003037號